嘉興采購吊鉤拋丸機廠家
發布時間:2025-06-01 00:30:49
嘉興采購吊鉤拋丸機廠家
配件在裝配之前應去除毛刺、雜質等,銹蝕嚴重者應去銹,去銹后加工件應涂防銹漆。裝配配件前,應首先檢查配件質量和規格是否合格,如果有變形、裂紋等缺陷就不得裝配機器上。安裝機器部件時,嚴禁對銼刀、砂輪等加工面磕碰敲擊和隨意的修正,粗,在安裝時,嚴禁用氣割等段,必要時需經有關部門]批準,但氣割斷面須達到Ra25以上。機器應具有彈丸飛出的防護簾和運動機構防護裝置,防護簾層與層的切縫應相互交錯,所以,須檢查各軸承潤滑良好,溫升不得超過35°C。室體內護板應排列整齊,壓接牢固,金屬護板間隙執行拋丸器各護板間隙標準,橡膠護板應平整,不得存在大餘邊。提升機各罩間發蘭連接準確平整,不得有明顯的錯位及傾斜現象,提升機皮帶運轉正常,無卡阻現象,不得跑偏7、轉臺處于靜止位置時,拋丸器拋出口中心位置對準處于拋丸工位的小轉臺中心。
嘉興采購吊鉤拋丸機廠家
拋丸清理機用于哪些行業?1.鑄造業:一般的鑄造企業所生產的鑄造件都需要打磨拋光,而拋丸清理機械就是這方面使用的專業機械。他根據不同的工件使用不同的型號,并且,不會損壞鑄造件的原有外形和性能。2.模具業:一般來講,模具多是鑄造的較多,而模具本身就要求平滑,是可以根據不同的要求進行拋光處理,不會損壞模具的原有外形和使用性能。3.鋼廠:鋼廠生產的鋼材、鋼板,剛出爐時有許多毛刺,會影響鋼材的質量和賣相。使用通過式拋丸清理機就可以處理這些問題,使這些問題迎刃而解;4.船廠:船廠使用的鋼板有鐵銹,會影響到造船的質量,不可能采用人工除繡,那樣工作量會很大,這就要求有機器能夠清除鐵銹,以保證造船的質量,使用系列通過式就可以解決;
嘉興采購吊鉤拋丸機廠家
使用壽命主要取決于葉片壽命的凹凸程度,拋丸機及其葉片的結構,原料,拋丸的質量和形狀,拋丸的速度,拋丸的角度以及拋丸的恢復條件。還與合金的化學成分,固溶鑄造技術和爐后加工條件以及熱處理后葉片本身的金相排列和力學性能有關。經過大量的實驗分析,我們終于了解了拋丸機刀片故障的原因。拋丸機刀片失效的主要原因是刀片磨損,為什么刀片會磨損?在這種頻繁的沖擊下,葉片的基本結構將變形。擠壓刀片的基層組織以產生流動后,它將變硬并在連續沖擊下引起斷裂。在這種情況下,葉片的表面失去了保護,暴露的物體在頻繁撞擊下會產生細小的裂紋。此時,支撐的作用將丟失,并且由于撞擊,彈丸將很容易丟失。重復這種方式會導致刀片磨損。刀片在工作時始終以高速旋轉,因此刀片將始終承受彈丸的壓力。這樣的周期性力將使葉片也承受周期性應力。根據分析,我們還可以得出結論:大多數拋丸機刀片始終處于低應力狀態。

嘉興采購吊鉤拋丸機廠家
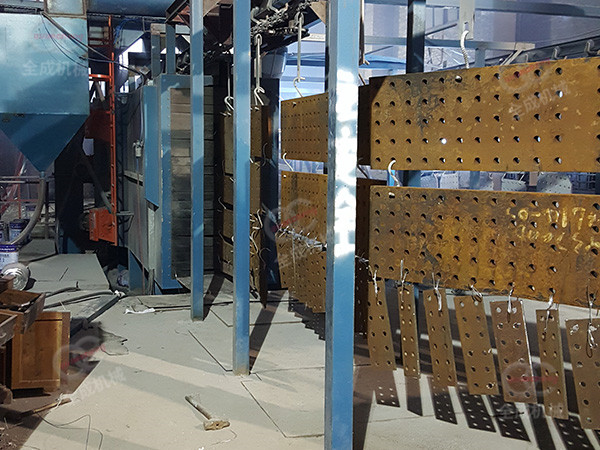
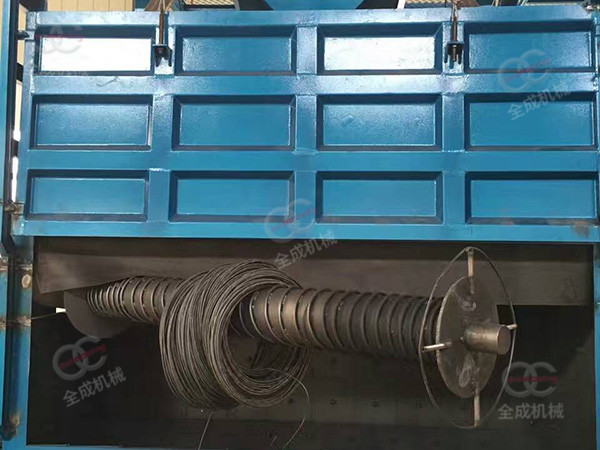
組成包括:清理室、拋丸器總成、吊鉤自轉裝置、吊鉤公轉機構、 螺旋輸送器、提升機、維修平臺、分離器、除塵系統及電控系統等。1.:拋丸室由鋼板及型鋼焊接而成,在清理室內呈180°布置了兩個工位,日38%是敞開的,其↑0K/s中一個工位在進行拋丸清理的同時,另-工位可方便地裝卸工件。主機由密封的拋丸清理區相多個扇形區圍而成,每個扇形(工作)區都有各自的吊鉤,工件可以掛在上面,上、下料可以由操作者人工操作。2.在拋丸器對面,受彈丸直 接拋打的拋丸熱區采用軋制mn13高錳鋼護板,其期區域采用65mn鋼板防護,用特制淬火大螺母固定,經久耐用。設有檢修門,維修方便。3.彈丸循環系統:由螺旋輸送器、提升機、分離器、供丸閘門等組成,均采用我公司系列化產品配套。其中:分離器采用可調節的滿幕簾式風選丸渣分離方式,分離效率高達99.5%。

嘉興采購吊鉤拋丸機廠家
特點。布置:因處理量較大,采用拋丸器布置在頂部或側面,拋丸相互補充,從而得到均勻*致的清理效果。全封閉密封機構,由耐磨合金板及迷宮式密封等組成,改變了丸砂在拋丸時蹦出室外的現象。拋丸室熱區采用軋制Mn13高*護板,此材質密度大,硬度高,壽命為鑄鋼護板的3倍以上,是65Mn護板壽命的6倍以上,無縫覆蓋,更換方便。并充分利用彈丸的反彈形成二次清理。 可以根據工件的大小來確定拋丸器的開啟數量,這樣可以減少不必要的能量浪費,同時減少對設備不必要的破環。供丸系統采用特殊的氣控供丸閘閥和工件光電檢測,防止彈丸空拋。較傳統的氣缸更為穩定、可靠。

嘉興采購吊鉤拋丸機廠家
鋼鐵丸:硬度一般是HRC40~50,加工硬金屬,可將硬度提高到HRC57~62.它們的韌性較好,使用壽命是鑄鐵丸的幾倍,應用廣泛.鑄鐵丸:硬度為HRC58~65,很脆,主要用于要求噴丸強度很高的地方.玻璃丸:硬度比前兩種丸低,主要用于不銹鋼、鈦、鋁、鎂及其他不允許鐵質污染的情況.也可在鋼鐵噴丸后作二次處理時用,以除去鐵質污染,并降低零件表面的粗糙度.